


裝盒機技術
新聞資訊
近年來,泡罩包裝不僅是藥品、保健品領域主流的包裝方式,而且在食品、調料、糖果等方而也在采用泡罩包裝的形式,而泡罩包裝的產品絕大部分都要裝 盒,尤其藥品中泡罩包裝入盒的形式極多,這是因為泡罩裝盒后的成品不僅外觀雅致,能抓住消費者的心,同時進發出“買我”的吶喊,而且產品展示擺放方便,比 較受銷售商的歡迎,更有便利功能和增值功能,在運輸、攜帶過程中也不容易受到擠壓,極其方便,所以在產品質量相同的情況下,市場競爭就是包裝的競爭!
為了保持泡罩裝盒產品有穩定的銷售量,且能促進銷售的增長,要不斷地降低包裝成本,而提高生產效率就是最重要的方法之一。裝盒機的生產速度是比較高 的,國內高速機能達到180 -200盒汾以上,并且已在研制250 -350盒汾的高速裝盒機,而泡罩下料機構卻一直是泡罩裝盒速度的瓶頸。口前的泡罩下料機構首先是處于固定狀態,下入的泡罩板,經常出現 傾斜、倒立的情況,需要人工將其碼放整齊;其次很難控制每次下放的片數,訓一數不準確,容易出現差錯;再者傳動方式用氣缸或旋轉葉片方式,裝盒速度很慢, 不適合現代化大規模生產,因此當前的鋁塑泡罩包裝機與全自動高速裝盒機聯線沒有真正在生產上普遍使用。而國外現在采用的是一條大的環形輸送帶,在輸送帶的 一側配有多個智能型機器人,每個機器人負責一臺裝盒機的藥板加料。該機構造價昂貴且管理費用過高,目前國內藥廠難以承受。
設訓一和制造全自動裝盒機的泡罩下料機構,所要解決的技術問題,在于克服現有泡罩裝盒機中泡罩下料機構所存在的缺陷,使目前國內泡罩下料機構改為擺 動的跟蹤狀態,自動下片裝置能自動調整和碼齊儲料倉內的泡罩和控制每次進入裝盒機船艙的泡罩數量,并且計數準確下料速度快,結構經濟簡單、動作可靠,能跟 上裝盒機的生產速度,使之更具有經濟性和適用性。
泡罩下料機構即泡罩板自動下片裝置,其包括安裝在裝盒機上的機架;安裝在機架上往復擺動的擺動機構;擺動機構驅動的儲料倉;安裝在儲料倉底部隨儲料倉擺動,控制儲料倉每次落入裝盒機船艙的泡罩數量的下放機構。
所述儲料倉包括構成一矩形框架的4根角型立柱,連接兩同側角型立柱的支撐板,連接兩支撐板的調節螺桿,懸吊儲料倉的儲料倉機座,所述兩支撐板與述儲料倉機座聯接,所述儲料倉機座軸,設在裝盒機的機架上并可繞其軸設點擺動。
為了調整同側兩角型立柱之間的距離,以適合不同型號的藥板,在所述支撐板上開設有調節槽,所述同側兩角型立柱,分別通過安裝在調節槽內的調節滑塊與支撐板連接,所述調節滑塊通過壓緊塊及壓緊螺栓與支撐板連接。松開壓緊塊及壓緊螺栓,即可調節同側兩角型立柱之間的距離。
在所述儲料倉機座上設置有安裝滑軌并設置有螺栓孔,在所述安裝滑軌上安裝有可在其上滑動的支撐板連接座,所述支撐板連接座上設置有調節槽,安裝螺栓 穿過所述調節槽并旋入螺栓孔后,使支撐板連接座與儲料倉機座連接,在支撐板連接座上,設置有用以安裝所述支撐板的滑槽,所述支撐板可在所述滑槽內滑動連 接。通過調整兩支撐板之間的調節螺桿,即可調整兩側角型立柱之間的距離,以適合不同型號的 藥板。
本泡罩下料機構泡每根角型立柱,采用多節角鋼柔性連接而成,以使儲料倉內藥板緩慢下降。
在泡罩下料機構中,所述擺動機構包括安裝在裝盒機的機架上的鏈傳動機構以及同軸的凸輪,安裝在裝盒機的機架上的支座,通過軸承座安裝在支座上的擺 桿,所述擺桿的下端與安裝在鏈傳動機構的從動鏈輪軸上的凸輪和曲柄連桿機構連接,凸輪帶動曲柄連桿機構擺動;所述擺桿的上端通過一連接板與所述儲料倉連 接,擺桿與連接板之間鉸鏈。這樣在鏈傳動機構驅動凸輪和曲柄連桿機構的帶動下,擺桿進行往復擺動,從而帶動儲料倉進行擺動,以將儲料倉內的藥板碼放整齊, 伺服跟蹤裝盒機的每個船艙,在每一個擺動循環中,獲得最大的時間下板。
本泡罩下料機構泡的藥板下放機構為2套,各自安裝在儲料倉的兩側;每套藥板下放機構包括:一與儲料倉連接的電機座,一安裝在所述電機座上的電機,安 裝在電機輸出軸上和軸設在支撐板的由上、下凸輪構成的凸輪組,分別與上、下凸輪連接的上、下擺動連臂,分別活動安裝在上、下擺動連臂上的上、下鉤板。該泡 罩下放機構的工作過程是:電機帶動凸輪組同步轉動,上、下凸輪分別帶動上、下擺動連臂朝內、外兩個不同的方向擺動,當上擺動連臂向外擺動,則下擺動連臂向 內擺動,因此當上鉤板鉤住泡罩停}卜下降時,下鉤板則離開藥板放下泡罩,使泡罩落入到裝盒機船艙。而當下鉤板回縮后,上鉤板則離開泡罩,將泡罩放到下鉤板 上。通過上、下鉤板的循環張開和收攏,儲料倉內的泡罩就會被逐漸放到裝盒機船艙。上述上、下鉤板的擺動次數由凸輪的轉動圈數確定,同時控制每次下放到裝盒 機船艙的藥板數量。
由于采用了上述結構,本泡罩下料機構泡能夠自動將進入儲料倉內的泡罩碼放整齊,同時能自動按照規定的數量將泡罩下放到裝盒機船艙內。
為了使本泡罩下料機構的技術手段、創作特征、達成口的與功效易于明白了解,下而進一步闡述本實用新型。
泡罩板自動下料裝置的下料機構、擺動機構、下放機構見圖1一3

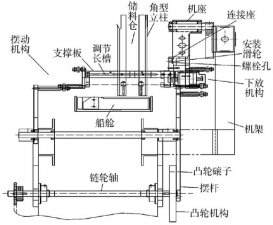
圖1泡罩下料機構的結構示意圖
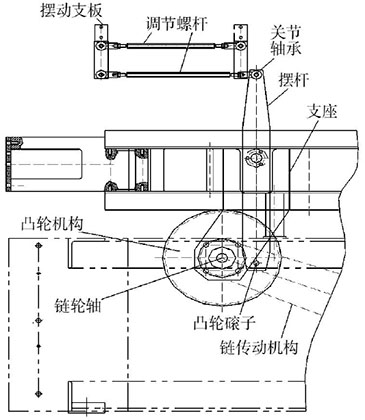
圖2泡罩下料機構的擺動機構結構示意圖
見圖1和圖2儲料倉包括構成1矩形框架的4根角型立柱,連接兩同側角型立柱的支撐板,連接兩支撐板的調節螺桿,懸吊儲料倉的儲料倉機座。每根角型立柱采用多節角鋼柔性連接而成,以使儲料倉內泡罩緩慢下降。

圖3泡罩下料機構的下放機構結構示意圖
采用多節角鋼柔性連接而成,以使儲料倉內泡罩緩慢下降。機座軸設在裝盒機的機架上并可繞其軸設點擺動。在儲料倉機座上設置有安裝滑軌并設置有螺栓 孔,在安裝滑軌上安裝有可在其上滑動的支撐板連接座,支撐板連接座設置有調節槽,安裝螺栓穿過調節槽并旋入螺栓孔后,使支撐板連接座與儲料倉機座連接。
在支撐板連接座上設置有用以安裝支撐板的滑槽,支撐板可在滑槽內滑動,并通過緊固件與支撐板連接座連接,可調整兩側角型立柱之間的距離,以適合不同型號的泡罩板。通過調整調節螺桿即可調整兩組儲料倉之間的距離,使得兩組儲料倉下料適應裝盒機的每個船艙。
在支撐板上開設有調節槽,同側兩角型立柱分別通過安裝在調節槽內的調節滑塊與支撐板連接,調節滑塊通過壓緊塊及壓緊螺栓與支撐板連接。松開壓緊塊及壓緊螺栓,即可調節同側兩角型立柱之間的距離。
見圖2擺動機構包括安裝在裝盒機的機架上的鏈傳動機構,安裝在裝盒機的機架上的支座,通過軸承座安裝在支座上的擺桿,擺桿的下端安裝有凸輪鑲子,與安裝在 鏈傳動機構的從動鏈輪軸上的凸輪機構連接}’},由該凸輪機構通過安裝在擺桿上的凸輪鑲子使其擺動;擺桿的上端通過一關節軸承及調節螺桿,與儲料倉基座連 接的擺動支板連接,兩組儲料倉通過兩個擺動支板再經過關節軸承及連桿連接。這樣在鏈傳動機構和凸輪機構的帶動下,擺桿進行往復擺動}“一7},從而帶動儲 料倉進行擺動,以將儲料倉內的泡罩板放整齊,伺服跟蹤裝盒機的每個船艙,在每一個擺動循環中,獲得最大的時間下板。
見圖1、圖3藥板下放機構為2套,各自安裝在儲料倉的兩側;每套泡罩板下放機構包括一與儲料倉中的支撐板連接座連接的支撐板,伺服電機座安裝在支撐 板上,在電機座上安裝有伺服電機,伺服電機的伸出軸上裝有雙而復合凸輪,復合凸輪的兩側而有2個凸輪槽,連桿組包括連桿連接成整體的連桿、擺動臂、連桿和 連接成整體的連桿、擺動臂、等,一端在固定于固定塊上的軸上轉動,另一端安裝的凸輪鑲子分別伸進凸輪槽里而,連桿在固定于固定塊上的軸上轉動,固定塊安裝 在支撐板上,在擺動臂上安裝有上鉤板,在擺動臂上安裝有下鉤板。
該泡罩板下放機構的工作過程是:伺服電機帶動復合凸輪轉動,復合凸輪驅動兩個連桿擺動,兩個連桿分別帶動2個擺動臂朝內、外兩個不同的方向擺動,當 擺動臂向外擺動,則下擺動連臂向內擺動,因此當上鉤板鉤住藥板停}卜下降時,下鉤板則離開藥板放下藥板,使藥板落入到裝盒機的船艙內。而當下鉤板回縮后, 上鉤板則離開藥板,將藥板放到下鉤板上。通過上、下鉤板的循環張開和收攏,儲料倉內的藥板就會被逐漸放到裝盒機的船艙內。復合凸輪每轉半圈,釋放一個泡罩 板,每轉1圈釋放2個泡罩板,控制伺服電機的圈數,就能控制所釋放泡罩板的數量。參考伺服電機的轉速,根據每個擺動循環中伺服的最大時間,該下放機構每分 鐘最高可下泡罩板600個。
本文所設計的裝盒機解決了泡罩裝盒速度的瓶頸,泡罩下料數量準確并可任意調整,保證產品質量,更具有經濟性和適用性,使得裝盒最高速度可達200盒汾以上,適合現代化大規模生產,給那些期待具備最大化靈活性和高產量生產線的公司找到了一個完美的解決方案。
上一篇:全自動裝盒機開盒機構詳解圖設計
下一篇:高速裝盒機吸盒機構原理圖解說明